Gli elevati costi di capitale rappresentano una sfida significativa per gli operatori del settore dello stoccaggio nel garantire che le unità di recupero dei vapori più vecchie siano conformi alle emissioni. Un revamping dell'unità di recupero dei vapori è una soluzione economicamente vantaggiosa per garantire la conformità dell'unità alle normative più recenti.
In tutto il mondo, i sistemi di recupero dei vapori sono una presenza comune nelle raffinerie, nei terminali di distribuzione e negli impianti di stoccaggio dei serbatoi, che gestiscono il trasferimento di prodotti che vanno dalla benzina agli aromatici come il benzene e lo xilene e, sempre più spesso, al petrolio greggio.
Quando gli idrocarburi vengono trasferiti tra navi, ferrovie, autocisterne e serbatoi di stoccaggio, una frazione del prodotto viene tipicamente rilasciata come vapore. Anche se la frazione può essere piccola, il rilascio cumulativo può essere sostanziale a causa delle grandi quantità di prodotto - in genere da 10.000m3 /ora a 1000m3 /ora - e dei flussi di vapore più elevati tipici delle applicazioni di carico marino. Se non si utilizza una tecnologia di controllo dei vapori, questi vengono rilasciati nell'atmosfera con effetti dannosi per l'ambiente, la salute e le infrastrutture vicine.
Il recupero dei vapori con carbone attivo (Figura 1) rimane la tecnologia preferita nella maggior parte delle applicazioni, spesso indicata come la migliore tecnologia disponibile (BAT). Questi sistemi offrono agli operatori la massima flessibilità, gestendo un'ampia gamma di prodotti e offrendo un ampio rapporto di riduzione da 0% a 100% del flusso di progetto e delle concentrazioni in ingresso.
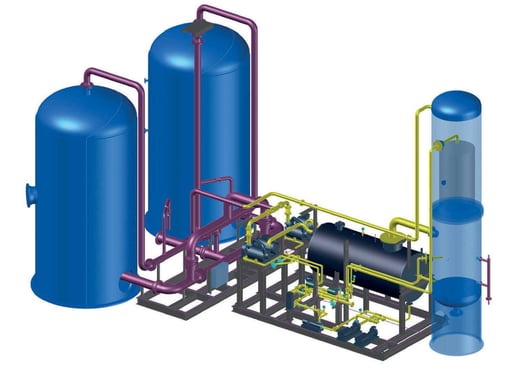
Figura 1. Una tipica VRU a umido con due letti di carbone, due pompe per vuoto ad anello liquido, un recipiente di separazione del glicole e una colonna di assorbimento.
I legislatori di tutto il mondo chiedono sempre più capacità di controllo delle emissioni ai gestori e ai progettisti di impianti. I requisiti attuali sono ora fissati a 50 mg (HC) / Nm3 per le emissioni medie di un'ora in alcune parti d'Europa. Naturalmente, i fornitori di sistemi devono adattarsi e sviluppare progetti per soddisfare queste nuove normative e richieste. La legislazione sull'inquinamento ambientale rimarrà sempre il motore dello sviluppo della tecnologia di recupero dei vapori e degli investimenti degli operatori, a causa delle ingenti sanzioni finanziarie previste in caso di violazione dei requisiti di emissione. Ma nelle situazioni in cui un grande investimento di capitale non è sostenibile, quali opzioni hanno gli operatori quando devono affrontare nuove normative o un aumento della produzione dei terminali?
È fondamentale che le unità di recupero dei vapori siano dimensionate correttamente per il flusso di vapore, la concentrazione di vapore e gli obiettivi di emissione desiderati. Le unità più vecchie potrebbero non essere in grado di tenere il passo con l'aumento della produzione o con le nuove normative. Una soluzione è rappresentata da una nuova unità di recupero dei vapori progettata specificamente per una minore emissione e una maggiore capacità; tuttavia, queste unità hanno costi di capitale elevati e tempi di realizzazione lunghi. In alternativa, è spesso possibile rinnovare e aggiornare le unità di recupero dei vapori esistenti in loco, riducendo al minimo i costi di capitale, i tempi di realizzazione e i tempi di fermo dell'impianto.
Le unità di recupero dei vapori possono essere revisionate e potenziate in vari modi, a seconda delle esigenze dell'utente finale. Fondamentalmente, è necessaria una maggiore massa di carbone attivo e un aumento della portata del vuoto. Tuttavia, l'aggiunta di carbone attivo supplementare non è sempre fattibile. In genere, i serbatoi di carbone attivo non dispongono di volume libero. Negli scenari in cui non è possibile sostituire i contenitori del letto di carbone con unità più grandi, il tempo in cui ciascun contenitore è in fase di adsorbimento può essere regolato, entro i limiti di progetto, per garantire che i limiti di emissione non vengano superati verso la fine di ciascun ciclo.
In molti scenari sta diventando vantaggioso sostituire le pompe per vuoto ad anello liquido (LRVP) e i sistemi di tenuta con un retrofit "a secco". In questo modo si sostituisce la LRVP (modellata nella Figura 3) con una pompa a vite o rotativa a palette a secco, specificamente adattata alle condizioni fisiche presenti nel processo e in loco. Un tempo considerati una forma robusta di alimentazione del vuoto, i sistemi "a umido" richiedono in genere una manutenzione più onerosa, poiché il fluido di tenuta deve essere mantenuto in una composizione costante per funzionare correttamente. Oggi, grazie ai progressi nella progettazione e nelle capacità, le pompe per vuoto a secco stanno diventando più versatili, con la capacità di funzionare in modo affidabile in condizioni estreme e a temperature variabili grazie all'iniezione di benzina o al tracciamento del calore per la gestione della temperatura. Il momento ideale per integrare questi sistemi aggiuntivi è il revamping delle VRU. Un altro motivo che spinge gli operatori a rimuovere le LRVP e a sostituirle con pompe a vite è l'uso sempre più frequente di benzina miscelata con etanolo. Il fluido di tenuta LRVP si contamina con l'etanolo durante l'uso e si diluisce rapidamente fino a ridurre la capacità effettiva delle pompe. Una pompa a vite a secco non soffre di questi problemi.
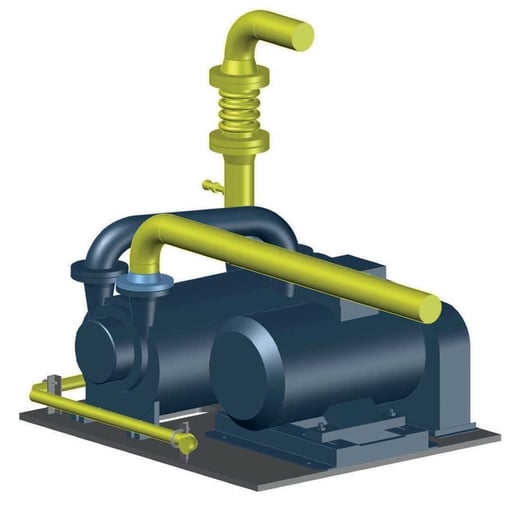
Figura 3. LRVP.
Quando la capacità del VRU è stata aumentata, è generalmente necessario aumentare anche la capacità della pompa del vuoto, poiché gli idrocarburi adsorbiti devono essere rigenerati in un periodo di tempo più breve. Per un'unità di recupero dei vapori a basse emissioni, la pompa del vuoto deve essere in grado di raggiungere vuoti relativamente bassi, da 50 a 35mbara, rigenerando il letto di carbone in un periodo di tempo molto più breve. Questo obiettivo può essere raggiunto sostituendo il sistema di pompe per vuoto esistente con un sistema di maggiore capacità. L'aspetto negativo della riduzione del tempo di adsorbimento è che la vita utile del carbone si riduce a causa del maggior numero di cicli di rigenerazione in un determinato periodo di tempo.
L'aumento della capacità di vuoto comporta la modifica delle apparecchiature successive all'interno dell'unità di recupero dei vapori, a valle della pompa del vuoto. Ad esempio, nelle unità di recupero dei vapori dotate di una pompa per vuoto ad anello liquido, anche il separatore di glicole (Figura 4) dovrebbe essere aggiornato con un recipiente più grande per accogliere la maggiore capacità di flusso richiesta da una pompa per vuoto ad anello liquido di maggiore capacità, che è stata ridimensionata per accogliere l'aumento del flusso di vapore.
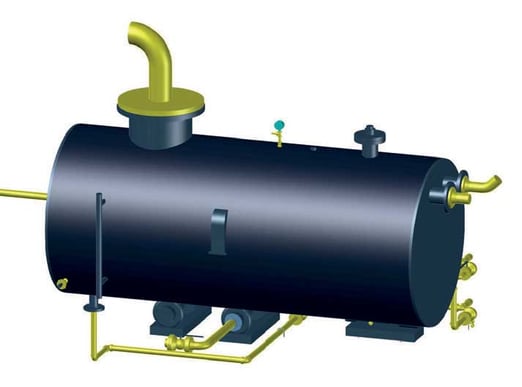
Figura 4. Separatore di glicole.
La torre di assorbimento può anche dover essere sostituita per adattarsi a capacità più elevate della pompa del vuoto o a modifiche delle proprietà dell'assorbente: temperatura e pressione del vapore. L'efficienza dell'assorbimento è direttamente correlata alle caratteristiche fisiche dell'assorbente (temperatura e pressione di vapore), al flusso di assorbente e di gas (vapore) e al diametro e all'altezza dell'assorbitore, tutti elementi che dovranno essere rivisti e potenzialmente aumentati quando si installa una pompa per vuoto più grande.
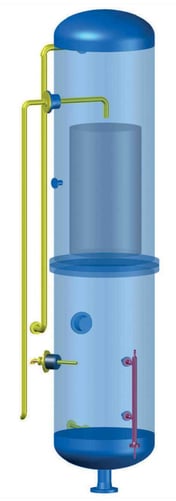
La sostituzione completa della torre di assorbimento è costosa; le opzioni alternative possono includere l'aggiunta di una valvola di controllo della pressione nella linea di riciclo dalla colonna di assorbimento ai letti di carbone. Questa può essere dimensionata per mantenere una pressione operativa all'interno della torre di assorbimento e migliorare le prestazioni del processo. Occorre inoltre tenere conto di fattori secondari, come l'aumento delle temperature nello scarico della pompa del vuoto, che potrebbe richiedere un ulteriore raffreddamento, magari sotto forma di iniezione di benzina o, nel caso di un sistema a umido, un aumento delle dimensioni dello scambiatore di calore installato.
Oltre all'aumento della capacità e alla riduzione delle emissioni di idrocarburi, le revisioni delle unità di recupero dei vapori possono anche offrire maggiore controllo, funzionalità, versatilità e sicurezza per l'utente finale. Ciò può essere ottenuto con l'aggiunta di pompe del vuoto supplementari per la ridondanza; nuovi aggiornamenti CIM/CEM e analizzatori per un monitoraggio preciso delle emissioni; valvole e attuatori aggiornati; trasmettitori di temperatura, pressione e livello. Le nuove apparecchiature possono essere perfettamente integrate con un sistema PLC/HMI aggiornato e con una teoria di controllo su misura per ridurre le possibilità che si verifichi un incidente con emissioni elevate. Un ulteriore vantaggio della sostituzione delle apparecchiature esistenti è l'eliminazione del problema delle apparecchiature non più supportate dagli OEM, in particolare per quanto riguarda i sistemi PLC/HMI.
Figura 6. Modifiche al pattino del tubo.
La manutenzione del VRU rinnovato è altrettanto importante quanto la scelta del fornitore giusto e la successiva progettazione effettuata durante il revamping. Il carbone attivo nei VRU a basse emissioni è soggetto a una maggiore forza meccanica e, in alcuni casi, a sostanze chimiche indesiderate che impediscono l'adsorbimento. Pertanto, è indispensabile rispettare gli intervalli di manutenzione raccomandati e testare periodicamente il carbone attivo, riducendo così il rischio di danni continui che altrimenti porterebbero a guasti improvvisi.
Il revamping di un'unità di recupero dei vapori è un solido compromesso per gli operatori che desiderano aumentare la capacità del terminale rimanendo conformi alle emissioni, o per gli operatori che desiderano conformarsi alle nuove normative sulle emissioni di HC senza l'esborso di capitale di una nuova VRU. Nonostante l'ampia sostituzione di apparecchiature richiesta, in molti casi il revamping dell'unità di recupero dei vapori rappresenta una soluzione più conveniente rispetto all'installazione di un'unità nuova di zecca.
Un revamping di VRU di successo richiede un'esperienza significativa, come quella di Zeeco, con un'ampia varietà di sistemi VRU, a causa delle complesse interazioni tra le apparecchiature del sistema. Zeeco può anche offrire assistenza su apparecchiature che non sono state originariamente fornite da loro.
Per maggiori informazioni
Questo articolo è stato scritto da Tom Olver, tecnico di vendita, progettazione e avviamento di Zeeco Europe.
Scarica l'articolo